
全国资讯热线
0755 27425862

联系人:冯先生
电 话:13480900973
网 址:www.dekejj.com
传 真:86 0755 61675772
地 址:广东深圳市宝安区沙井镇壆岗欣丰路9号2楼

1、清洗高效率铣槽机外表及死角,拆洗各罩盖,要求内外清洁、无锈蚀、无黄袍,漆见本性铁见光。清洗导轨面及铲除作业台面毛刺。检查补齐螺钉、手球、手板,检查各手柄活络可靠性。2、铣槽机深圳德科主轴进刀箱保养:检查油质,坚持良好,油量符合要求。铲除主轴锥孔毛刺。清洗液压变速系统、滤油网,调整油压。3、自动钻床及升降夹紧安排检查:检查调整升降安排和夹紧安排抵达活络可靠。4、自动钻床光滑系统检查:清洗油毡,要求油杯齐、油路畅通,油窗亮堂。5、自动钻床冷却系统检查:清洗冷却泵、过滤器及冷却液槽。检查冷却液管路,要求无漏水现象。6、自动钻床电器系统检查:清扫电机及电器箱内外尘土。封闭电源,翻开电器门盖,检查电器接头和电器元件是否有松动、老化。检查限位开关是否作业正常。开门断电是否起到作用。检查液压系统是否正常,有无漏油现象。

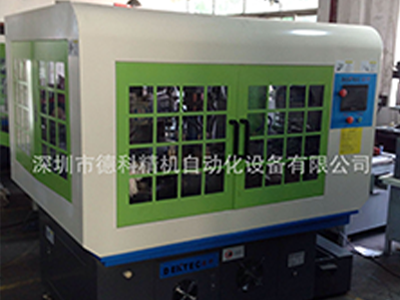
数控高效率铣槽机主要由地面上的机架、卷扬设备及控制设备、排污设备、电动机变速箱等设备组。该机包括由电机、拖板、底板、丝杆、基准定位心轴等部件。数控自动铣边铣槽机分动头的输出轴带动两根行程钻杆,行程钻杆的下端通过钻杆与换向设备及定位钻头衔接;将开槽机的变速箱、分动头安装在地面上的机架上,通过分动头、行程钻杆和钻杆带动铣切轴下方的定位钻头,然后克服了潜水型开槽机心脏部件易损的缺点。既能保证自动铣槽、自动钻孔、速度快、精度高的竹片自动铣槽钻孔机,又充分保证本发明结构简略可靠,丝杆另一端穿过固定在底板上的固定架与手柄相连,其特征在于:在机架上装有铣槽设备、钻孔设备和控制部分,铣槽机深圳德科设备是在铣刀轴上装有铣刀和皮带轮,在主轴上装有槽轮、齿轮和小链轮,钻孔设备是在支架上装有调压螺杆、滑轮、凹轮和缺料铲板及钻夹头,本机规划合理。数控自动铣边铣槽机速度快、精度高、劳动强度小。

澳门铣槽机主要用于主动车床后续的二次加工工艺,可通过改装后完成铣扁槽等工艺,也可加装钻孔,攻丝,倒角等工艺,也称为复合机,专用机床,也可用于各种金属资料,塑胶资料等非标金属资料的铣槽。铣槽机深圳德科底座采用优质铸件,主轴轨道高周波热处理后精细研磨,耐磨性强,精度安稳,适合加工主动车床车制后需剖面,剖槽之专用机型。加工零件可方可圆,可根据客户之需求量身订做。结构整机运用传统鸠尾导轨结构,经人工时效去应力和鸠尾导轨表面高频淬火硬化(消除资料应力变形并使致密耐磨)经精细研磨,导向性好,运动精度高。组件电控体系组件、电机、轴承及润滑体系和油压体系配件运用日本或台湾进口,确保整机操控运转安稳,满意长时间高频率作业的需求。操控采用三菱微电脑(PLC)操控,以液压站驱动,全程作业主动或半主动化。精度加工精度可达±0.02MM,加工件的一致性、互换性好。产能单机产能达3500~6000件/作业日(依材质及加工量、工序、表面光洁度有所增减)。操作人工上料时每人可操作2台以上机床,增加主动上料体系则达5~10台。性价规划合理,调校方便,有必定通用性,只需更换部分相应配件,便可加工多款产品,利于提高机器利用率,下降生产成本。

高效率铣槽机的工作过程,双头倒角机由挡料分料器、对齐辊道及卸料机构、主动机构、挑钢勾子、收集槽、磨头机、对齐定位板和压紧装置等部分组成。自动双头倒角机将被倒角双头吊在散料布料台上,斜轨道处的挡料器将双头挡住,铣槽机深圳德科将分料器把双头逐根拨入对齐辊道中,对齐辊道将双头向倒角端齐头,双头倒角机沿斜轨道下滑并通过对齐定位板进入主传动的摩擦轮中,压紧装置升程将工件压住,启动主传动轴让工件旋转起来,送进砂轮机开始倒角,倒角完毕,落下压紧装置,挑钢钩子将工件托上斜轨道,又一组挡料分料器将双头一根根地分到下一组对齐辊道中,并向反方向齐头,下一台自动倒角机将另一端倒角,一组挑钢勾子把成品送入收集槽中。设备原理;自动双头倒角机,借助与橡胶轮之间的摩擦力而旋转压紧轮辅助定位并调整工件的摩擦力矩利用砂轮倒角是该设计方案的主要内容。自传动机构主传动机构由主动轮轴和惰性轮轴组成,主动轮轴和惰性轮轴分别镶嵌了组丁苯橡胶轮,间距为,靠磨削端两橡胶轮的间距为,双头置于其间,主动轮转动时,双头将借助与橡胶轮之间的摩擦力而迥转。自动双头倒角机,热轧钢材总会有不同程度的弯曲,为防止工件在两轮之间卡死和因跳离胶轮而使摩擦力矩减小的现象出现,设计时将主动轮轴的输入端固定,两轴靠磨削端的两个橡胶轮也固定,其余两轴所有的橡胶轮皆能上下浮动,左右移动,完成整个双头倒角机的工作过程。
高效率铣槽机采用以PLC,人机界面的全油压体系,通过振动盘装料,振动后自动上料,自动下料至下料槽,自动夹紧,自动刀具进给并自动切削,然后自动退料完成所加工产品的两个面对称的铣扁。铣槽机深圳德科在设计上已经融入了半数控及数控理念为主导,采用PLC,人机界面或是触摸屏全油压系统,通过振动盘装料,振动后自动上料,自动下料至下料槽,自动夹紧,自动刀具进给并自动切削(快走慢进刀),然后自动退料完成所加工产品的两个面对称的铣扁,通常所指的就是轴类产品的扁位对称切削位置。刀具的类型分为以下几种:1)镶钨钢锯片刀:成本低,价格便宜,不耐磨,不耐用,返修次数少;适合做铜,铝,易车铁材料,不锈钢不建议使用。2)全钨钢锯片刀:成本高,价格贵,耐磨耐用,返修次数多;适合做铜,铝,易车铁,不锈钢等各种金属材料加工。其次,对于不锈钢材质,硬材料或难于加工的金属材料,建议刀片涂层或镀钛保护刀片,同时刀片起到更加耐用的效果,加工时产量也会相对提高。再次,刀片厚度选择技巧,关于铣单扁或双扁加工,此时刀片厚度建议选择比扁位厚度再大于2毫米的刀片。优点是,加工时不容易将刀齿崩断,切削时速度也可以调快。

近年来,我国铝冶炼和铝型材加工业发展十分迅速。而在加工铝材方面想要做到高效率免人工,就比较推荐选用非标定制设备铣槽机深圳德科了。有运用天然就有客户反馈运用状况,曾经有客户反馈钻孔攻牙机在对铝型材进行钻孔和铣槽机深圳德科,特别是他们运用揉捏丝攻或许切削丝攻的时分,容易呈现沾屑烂牙的问题。今天就给我们剖析下原因。铝型材资料硬度很低,熔点也低。当牙孔温度稍微升高时,在50-80度左右,资料就软化并挨近熔点,此刻继续运用揉捏丝攻,就会因为扭力与摩擦力大的原因,导致热能进一步添加,孔内温度聚升,天然容易达到铝合金等资料的熔点。此刻,丝攻挤出来的螺纹就会因温度的升高,而很容易软化脱落,并粘上丝攻。这就是丝攻牙部粘有铝屑的状况。丝锥排屑能力差,残屑排不出来,就呈现烂牙的状况,天然会影响后续的加工。选用光滑够好冷却够快的切削液,能够在一定程度上处理上述问题。切勿运用质地粘稠,低质的切削液去攻这些资料,比方机油,或许其他机床上的一些废油,作用都是极差的,弄巧成拙就更不好了。杰出的切削液应具有:1.杰出的冷却作用、2.杰出的高温光滑性、3.杰出的渗透性、排屑性等这三个性能。 当然也不能够忽略其他原因:譬如加工件原料较软、选用丝锥类型不合理、进给速度不合理、切削油光滑作用不好、丝锥牙刃已磨损等。既来之者安之,呈现问题天然就要及时处理,避免影响到加工工件的质量、后续的本钱以及交货问题。




